���ٻ��ߣ�SMED��Single Minute Exchange of Die����Ҳ�п��ٻ��������ٿ��߾�������̵�ͣ��ͣ��ʱ�������Ʒ�����������Ҫ�Ķ�����
���ߵĶ�����ǣ�ǰһ���ֺͺ�һ���ֵ�ת����������ʱ�����ָǰһ�������һ����̨����Ʒ��������һ����������֮���ʱ������������ʱ�����������ʱ�伴�ⲿʱ����ڲ�ʱ�䡣�ڲ�ʱ����ָͣ����������ҵ��Ӧ�ü�������ȡ�Ź��ߣ������ⲿʱ����ָ����������ת�����л��Ǹո�������֮����Խ��е���ҵ�����һ�μ�⣩��
SMT��������ӡˢ���o���ٻ�HSP�o���û��o�غ�¯�oAOI 5������ɡ����߽��л��ߩo����Ҫ��s Printer��Ҫ�����ε��� 100֧feeder , GSM 40֧feeder.

SMT��������
2���ٻ���
1���۲쵱ǰ��������,�ռ��������.
�����ֳ��۲�o����ʱ��ֲ����£�
SMT�ܻ���ʱ��Ϊ50���өo������Ƭ���ǻ��ߵ�ƿ���o��HSPΪ��ҪĿ����з�����
����<<�л���ҵ��¼��>>,<<�л���ҵ������>>��HSP���и��ٷ����o�õ����¹��������ʱ��
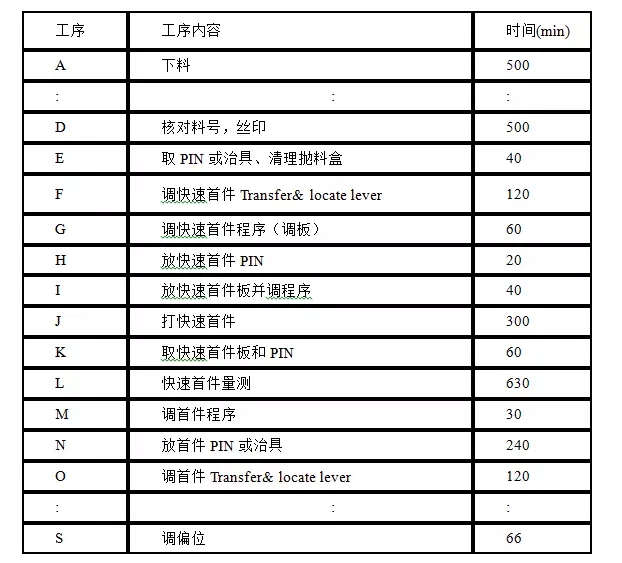
SMT�л���ҵ��¼��
1.�˹�������������еĻ�����ҵ���ݩoͨ���۲췢�֩o�ֳ���ҵ������������s
(1)��ҵ�ֳ���Ա���ҩo
(2)�����˷����ةo
(3)����ʱ������o
(4)��ҵԱ�Ͷ�ǿ�ȴ�o
(5)���߹������䲻�����o
(6)feeder����Ƶ����
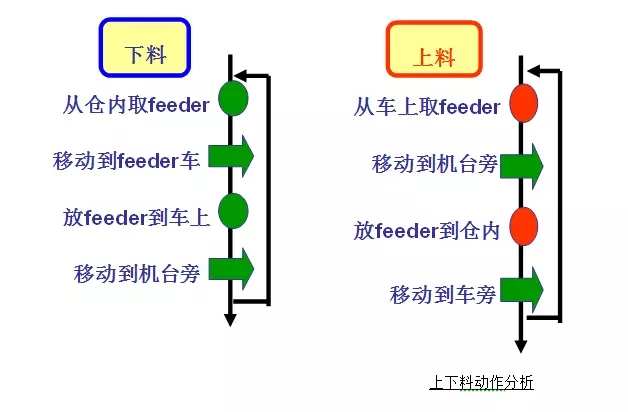
2�������ڲ����ⲿ��Ҫ��.
���ݻ�̨���ԩo����������������֡��ⲿ�����Щs������o��feeder,���ϩo���feeder�o����ɨ�衣����Ϊ�ڲ�������
3�����ڲ�ʱ��ת�Ƶ��ⲿ
���ݻ�̨���ԩoC��ҵΪɨ��վλ���Ϻũoת��Ϊ�ⲿ������Ҫ���п�table������©oҪ����ҵԱ��ǰ���ϲ�ɨ��o�˶��Ϻź�˿ӡ�oû�п�tableʱҪ��û��ͣ��ǰ�����C��ҵ�����������������������ת��Ϊ�ⲿ��ҵ��
4�������ڲ�ʱ��
����ǰ����ҵģʽΪһ����ҵԱ����ABDEFGHI����ҵ˳����ҵ�oͨ���������֩oABD��EFGHI��ҵ���Բ�����ҵ�o����ͨ��������ҵԱ�ķ�ʽ���ﵽ���е�Ŀ�ةoʹ����ʱ������������ǰ���table������������ҵҲ����һ����ҵԱ��ɩo����Ҳ����ͨ��������ҵԱ�ķ�ʽ���ﵽ���е�Ŀ�ةoʹ����ʱ��������������ҵʱ�o��������ʹ���ʱ����Ƶ���o���������쳣��ʱ���˷����ةoͨ�������o���ֱ�����Ҫԭ��Ϊ�s
(1)����(�ϴ����ѻ�ϴ�)�o
(2)����û��ѹ��λ�o
(3)�ϴ����o
(4)Feeder������
����FEEDER�������ķ�����FEEDER�����������йؿء����Ȳ�������ǰFEEDER���ķ����o��Լ���GRR%�ؿء�
5�������ⲿʱ��
�����еĶ������ж���������ʱ���о�������5sec/֧FEEDER,����10sec/֧�����ݻ�̨���Ժ���ҵ��ʽ�o����������ԭ���������Ϻ�������ҵ��Ϊ���Ϻ�������ҵͬʱ���Щo��ҵʱ����������
���ٻ��߸���ǰ

���ٻ��߸��ƺ�
ͨ��һϵ�и��ƣ�HSP4797L��100֧FEEDER�Ĺ�����ԭ����45���ӽ��ٵ�25���ӡ����˷����ƹ����õ�ӡˢ���ͷ��û��ϡ�����ʱ��ֱ���10���Ӻ�20����������8���Ӻ�15���ӡ�SMT���ܻ���ʱ����50����������25���ӣ��ɹ�������
�ܽ
���ٻ�����ҵ������������������������С����������ʹ����������Ʒ��������С��ʹ������������,���ҶԽ����ʽ�ռ���ʽ�ʡ���ܴ���ռ䣬���ͳɱ�,���ٲ���Ʒ���кܴ�����á�
�ﵽ���ٻ��߲���һ�������������Ƚ��ĸ������豸���������滨�Ѵ������ʽ𣬶�ֻҪ����ҵ�ֳ����Խ�,��취���¹���Ϳ���ʵ�֡�
��ϵ���ǣ�
�������ߣ�400-801-0290 / 029-88214933
���棺029-88214933ת0/601
��ַ���������϶�������106���������B-1501��
��Ҫ��ø�����̬����ҵ��Ѷ�������ע���ǵ��Ź��ں���˳�ǵ��ӿƼ�����������ɨ���·���ά��

|